
Rod Info
Technical Information About Your Pauter Rods
BOLT TORQUE
ALWAYS lube the threads and underside of bolt head thoroughly before installation!
Warning!
Never assemble rods without thread lubrication. Incorrect torque figures and/or seized threads will result.
These torque specifications are accurate for ARP Ultra-Torque assembly lube. After drawing beam and cap together to seat both pieces evenly, torque should be reached in incremental steps of about 10-15 ft/lbs alternating from one bolt to the other.
NEVER torque one side completely while the other is loose.
ARP 2000 bolts
- 5/16″-24 thread bolts = 32 ft/lbs
- 3/8″-24 thread bolts = 50 ft/lbs
- 7/16″-20 thread bolts = 70 ft/lbs
- Stretch method: .0055″
To remove the rod cap from the rod body, we recommend loosening and backing out the rod bolts approximately 1/4″ then carefully tap on the head of the bolt with a soft-faced hammer (aluminum, brass or plastic) until the rod and cap part at the split line and the alignment sleeves are free. You can then remove the bolts.
When replacing cap on rod always install rod bolts prior to attempting to position / place surfaces over alignment sleeves, this will prevent damage to critical locating surfaces by guiding the two parts together while allowing easier fitment of both pieces.
In Case of Rod Beam/Cylinder Bore Interference
Some makes of small bore-long stroke engines may require minor notching of the cylinder block to allow full rod rotation cycle without interference. This should be done prior to final engine cleaning and assembly. Allow 1/16″ (1.5mm) minimum clearance. Also take care to watch the location of the oil ring at BDC so as not to encroach on the ring seal with clearance groove. DO NOT MODIFY ROD BEAM!
In some engines, main bearing girdles may also present clearance issues, be certain to check unit for interference prior to final cleanup and assembly.

BILLET RODS
 connecting rod")

4340 Chrome-Moly Connecting Rods
This is our unique single rib design E- 4340 chrome-moly forged rod. This rod is available for import, domestic and vintage engines. Overall, the clean, windage-reducing configuration combined with the strength of the Pauter rod design, consistent high quality and excellent finish has proven to be extremely popular with racers in all venues. The result of our efforts can be seen in many decades of repeat satisfied customers.
Custom versus off-the-shelf thinking
Our usual policy as to in-stock and custom built rods is a bit different from other manufacturers. We gear our production towards the custom, made-to-order end of the spectrum, stocking only a few “popular” sizes. From both the manufacturer’s as well as the customer’s point of view, this policy has its advantages. Even in identical situations, two different builders will often have differing ideas as to optimum rod specifications. Multiply this example by the myriad forms, classes, even sub-classes of racing out there, and custom parts in reality become the norm instead of the exception. We acknowledge this, and our rod program is geared to provide a high level of custom service as standard practice. We are CNC and CAD proficient, all tooling and production has been streamlined to handle one-offs as easily as multiple quantity orders. The upside is that any set of dimensional specs are OK, and turnaround on our chrome-moly rods is currently 5-6 weeks from the original processing of your order. On-shelf items are as stated above, usually limited to a minimum number of popular repeat sizes. Please be advised, all custom orders MUST be prepaid prior to production.
Important!
While we maintain an ever increasing list of part numbers for a wide variety of makes, actual applications for the same type of rod can vary greatly depending on the intended use; ranging from normally-aspirated, moderate horsepower to extreme-duty high-boost exotic fuel applications. Our shelf-stock parts are designed for the most commonly applied use of the part for that type of engine and does not imply a one-size-fits-all strategy. It is always recommended that you or your reseller contact our tech department prior to order to assure the parts will be the correct match for your application. This is particularly important for engine programs that are designed to make 2 or more times the base power of the factory engine.

OVERSIZED RODS
Forging Incompatibility Workaround
The Pauter proprietary billet forging accommodates 99.8% of automotive connecting rods on the road today. Rods which are larger than our forging either in length or width, such as those found in some vintage and diesel engines, must be made from billet stock material. Oversized rods not compatible with our forging are quoted per order and must be paid in advance.

PAUTER TITANIUM CONNECTING RODS


Pauter Connecting Rods in Titanium
Similar to the chrome moly 4340 Billet, our titanium rods are crafted from 6AL4V Titanium Bar Stock. The titanium rods differ from our 4340 billet in that they weigh considerably less for reduced rotating and reciprocating weight. On average, the titanium rods weigh 33% less than the 4340 counterpart. In a 6-cylinder (steel rod) engine, that is the weight equivalent of removing 2 (steel) rods from the complete rotating assembly. Typically, the big end of a 4340 rod weighs more than an entire titanium rod.
The Pauter 6AL4V Titanium Connecting Rod is available for most applications on a custom order basis. Due to the steps involved in manufacturing as well as customer demand, these rods are processed start to finish in 5-6 weeks.
OPTIONAL OILING

Optional rod groove thrusts (oiling channels machined into the big end cheeks) accomplish a number of important functions. They provide an easy exit for spent bearing lubrication, direct a spray of oil to the pin and underside of the piston, and permit the engine builder to maintain tighter rod to crank side clearances. They are available for any of our steel rods at no charge at time of purchase.

Another option is EDM (electrical discharge machining) direct pin oiling, in which oil is pressure fed from crank rod journal, through the rod beam, to the piston. This is an extra-cost option and it is available in all of our 4340 and titanium rods.
PAUTER ROD NAMING CONVENTION
The naming convention used for Pauter rods consists of 6 parts:
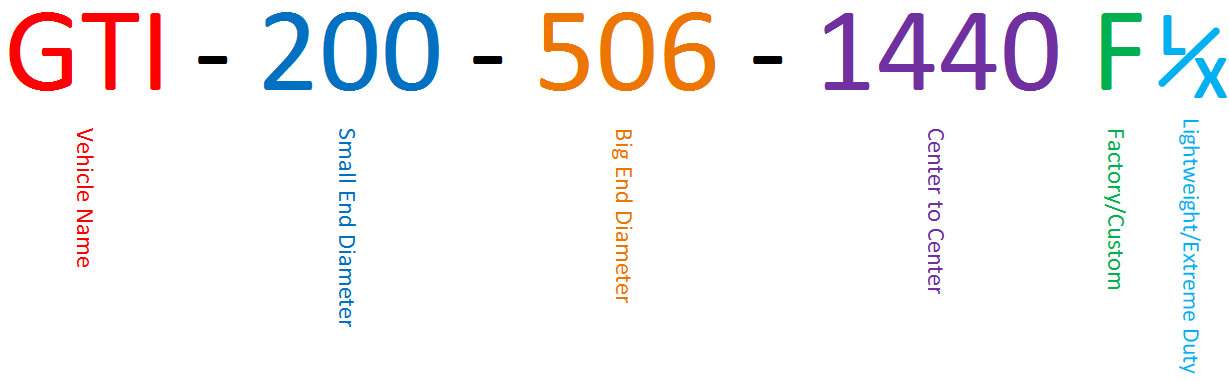
• The first set of characters, seen here in red, conveys the vehicle marque, model, or engine code, depending on which is more universally understood. It can be determined from our example that this part number belongs to a Volkswagen GTI.
• The second set of characters, in blue, represents the small end bore diameter (in millimeters) to the nearest tenth. The actual small end wristpin diameter is 20mm.
20.0 = 200.
• The third set, in orange, represents the big end bore diameter (in millimeters) to the nearest tenth. Since this is generally given as a min/max range, the result is found by using the following equation:
(min + max) / 2.
The big end diameter range for this GTI is 50.61mm to 50.62mm.
50.6 = 506.
• The purple set of characters represents the distance (in millimeters) from big end bore center to small end bore center again to the nearest tenth. On the GTI, center to center distance is 144mm.
144 = 1440.
• The green letter, generally the last letter of a part name except during special weight considerations, signifies either factory (F) or custom (C) dimensions. All of the parts seen in our rod catalog are factory dimensions, though thousands of variations exist in our manufacturing databases. A common request for this particular GTI is that the beam be lengthened to accommodate an increased rod ratio. An example of this custom part number is as follows: GTI-200-506-1500C.
• The final character appendage, in light blue, is saved for special weight considerations. We offer lightweight (L) and heavy duty (X) options for most of our rods.

